La capacité de souder dans la vie moderne, saturée d'appareils électriques et électroniques, est aussi nécessaire que la capacité d'utiliser un tournevis et un piston. Il existe de nombreuses méthodes pour souder les métaux, mais vous devez tout d'abord savoir comment souder avec un fer à souder, bien que d'autres méthodes soient réalisables et puissent également être nécessaires dans des conditions domestiques. Cet article est destiné à aider ceux qui souhaitent maîtriser la technologie du travail adhésif manuel.
Flux
Les flux de brasage sont divisés en neutres (inactifs, sans acide), n'interagissant pas chimiquement avec le métal de base ou n'interagissant pas dans une mesure insignifiante, activés, agissant chimiquement sur le métal de base lorsqu'il est chauffé, et actifs (acides), agissant sur lui et à froid . En matière de flux, notre siècle a apporté le plus d'innovations ; La plupart d'entre eux sont bons, mais commençons par les mauvais.
Premièrement, l'acétone techniquement pure pour laver les rations n'est plus largement disponible car elle est utilisée dans la production clandestine de drogues et a elle-même un effet narcotique. Substituts de l'acétone technique - solvants 646 et 647.
Deuxièmement, le chlorure de zinc dans les pâtes de flux activé est souvent remplacé par du tétraborate de sodium - borax. L'acide chlorhydrique est une substance volatile chimiquement agressive hautement toxique; le chlorure de zinc est également toxique, et lorsqu'il est chauffé, il se sublime, c'est-à-dire s'échappe sans fondre. Le borax est sûr, mais lorsqu'il est chauffé, il libère une grande quantité d'eau de cristallisation, ce qui détériore légèrement la qualité de la soudure.
Noter: le borax lui-même est un flux de soudure pour le soudage par trempage dans de la soudure fondue, voir ci-dessous.
La bonne nouvelle est qu'il existe désormais la plus large gamme de flux en vente pour toutes les occasions de la vie de la soudure. Pour un travail de brasage normal, vous aurez besoin (voir figure) de SKF peu coûteux (colophane alcoolique, anciennement CE, deuxième sur la liste des flux sans acide dans le tableau I.10 de la figure ci-dessus) et d'acide de brasage (gravé), c'est le premier flux acide sur la liste. Le SCF convient au brasage du cuivre et de ses alliages, et l'acide de brasage convient à l'acier.
Les soudures de SCF doivent être lavées: la composition de la colophane comprend de l'acide succinique, qui détruit le métal en cas de contact prolongé. De plus, le SCF renversé accidentellement se répand instantanément sur une grande surface et se transforme en une boue à séchage très long et extrêmement collante, dont les taches ne peuvent pas être enlevées des vêtements, des meubles ou des sols avec des murs. En général, le SCF est un bon flux pour la soudure, mais pas pour les gaffeurs avec des maladroits.
Un substitut à part entière du GFR, mais pas si méchant avec une manipulation négligente - le flux TAGS. Les pièces en acier sont plus massives que celles autorisées pour le soudage avec de l'acide à souder, et plus fermement, elles sont soudées avec du flux F38. Le flux universel peut souder presque tous les métaux dans n'importe quelle combinaison, incl. aluminium, mais la force de la jonction avec celui-ci n'est pas normalisée. Nous reviendrons sur la soudure de l'aluminium.
Noter: radioamateurs, sachez que des flux sont désormais en vente pour souder les fils émaillés sans dénuder !
Autres types de soudure
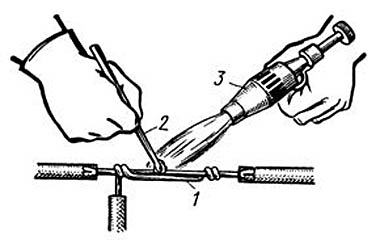
Les amateurs d'artisanat soudent aussi souvent avec un fer à souder sec avec une pointe en bronze non étamée, la soi-disant. crayon à souder, pos. 1 sur la fig. C'est bon là où la soudure se répandant en dehors de la zone de soudure est inacceptable : dans les bijoux, les vitraux, les objets d'art appliqué soudés. Parfois, les micropuces montées en surface sont également soudées à sec, avec un espacement des broches de 1,25 ou 0,625 mm, mais c'est une entreprise risquée pour les spécialistes expérimentés : un mauvais contact thermique nécessite une puissance de soudure excessive et un chauffage prolongé, et il est impossible d'assurer la stabilité du chauffage. pendant le soudage manuel. Pour le brasage à sec, on utilise des harpis de POSK-40, 45 ou 50 et des pâtes de flux, qui ne nécessitent pas l'élimination des résidus.
Les torsions sans issue de fils épais (voir ci-dessus) sont soudées par immersion dans un futorka - un bain de soudure fondue. Autrefois, la futorka était chauffée au chalumeau (pos. 2a), mais maintenant c'est de la sauvagerie primitive : une futorka électrique, ou bain de soudure (pos. 2) est moins chère, plus sûre et donne une meilleure qualité de soudure. La torsion est introduite dans le futorka à travers une couche de flux bouillant fournie à la soudure après qu'elle a fondu et chauffé à la température de fonctionnement. Le flux le plus simple dans ce cas est la poudre de colophane, mais il bout rapidement et brûle encore plus rapidement. Il est préférable de fondre le futorka avec du brun, et si le bain de soudure est utilisé pour galvaniser de petites pièces, c'est la seule option possible. Dans ce cas, la température maximale du tube ne doit pas être inférieure à 500 degrés Celsius, car le zinc fond à 440.
Enfin, le cuivre massif dans les produits, par exemple. les tuyaux sont soudés par brasage à la flamme. Il y a toujours des particules non brûlées qui absorbent avidement l'oxygène, de sorte que la flamme a, comme le disent les chimistes, des propriétés réductrices : elle élimine l'oxyde résiduel et empêche la formation d'un nouveau. Au pos. 3 montre comment la flamme d'une torche à souder spéciale souffle littéralement tout ce qui n'est pas nécessaire dans la zone de soudure.
Une soudure à haute température est effectuée, voir fig. à droite, frottez uniformément la zone de soudure 1 avec une pression avec un bâton de soudure dure 2. La flamme du brûleur 3 doit suivre la soudure afin que le point chaud ne soit pas dans l'air. Auparavant, la zone de soudure est chauffée jusqu'à ce que les couleurs de teinte disparaissent. Sur la surface étamée, vous pouvez souder autre chose avec de la soudure tendre comme d'habitude. Voir ci-dessous pour plus d'informations sur le brasage à la flamme en ce qui concerne les tuyaux.
Curieusement, dans certaines sources, une torche à souder est appelée une station de soudage. Eh bien, une réécriture est une réécriture, qu'est-ce que vous obtenez de lui. En fait, une station de soudage de bureau (voir la figure suivante) est un équipement pour les travaux de soudure fins: avec des micropuces, etc., où la surchauffe est inacceptable, la soudure se propage là où elle n'est pas nécessaire et d'autres défauts. La station de soudage maintient avec précision la température réglée dans la zone de soudage et, si la station est au gaz, elle y contrôle l'alimentation en gaz. Dans ce cas, le brûleur est inclus dans son kit, mais le brûleur à souder lui-même n'est rien de plus qu'une carrière - la cathédrale Saint-Basile.
Comment souder l'aluminium
Grâce aux flux modernes, le brasage de l'aluminium n'est généralement pas devenu plus difficile que celui du cuivre. Le flux F-61A est destiné à sa soudure à basse température, voir fig. Soudure - tout analogue des soudures Avia ; Il en existe différents à vendre. La seule chose est qu'il est préférable d'insérer une tige de bronze étamé dans le fer à souder avec des encoches sur la pointe, à peu près comme une lime. Sous une couche de flux, il grattera facilement un film d'oxyde solide, qui ne permet pas de souder l'aluminium comme ça.
Le flux F-34A est destiné au soudage à haute température de l'aluminium avec de la soudure 34A. Cependant, il est nécessaire de chauffer très soigneusement la zone de soudure avec une flamme : le point de fusion de l'aluminium lui-même n'est que de 660 degrés Celsius. Par conséquent, le soudage à haute température de l'aluminium est préférable d'utiliser le soudage à chambre sans flamme (soudage avec chauffage au four), mais l'équipement est coûteux.
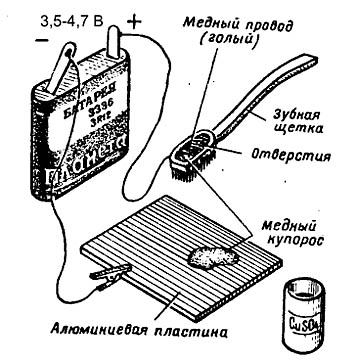
Il existe également une méthode "pionnière" de brasage de l'aluminium avec placage de cuivre préliminaire. Il convient lorsque seul un contact électrique est requis et que les contraintes mécaniques dans la zone de soudure sont exclues, par exemple, si vous devez connecter un boîtier en aluminium à un bus PCB commun. La soudure de l'aluminium "de manière pionnière" est réalisée sur l'installation illustrée à la fig. la gauche. La poudre de sulfate de cuivre est versée dans une lame dans la zone de soudure. Une brosse à dents plus rigide, enveloppée de fil de cuivre nu, est trempée dans de l'eau distillée et frottée avec du vitriol sous pression. Lorsqu'une tache de cuivre apparaît sur l'aluminium, elle est étamée et soudée comme d'habitude.
petite soudure
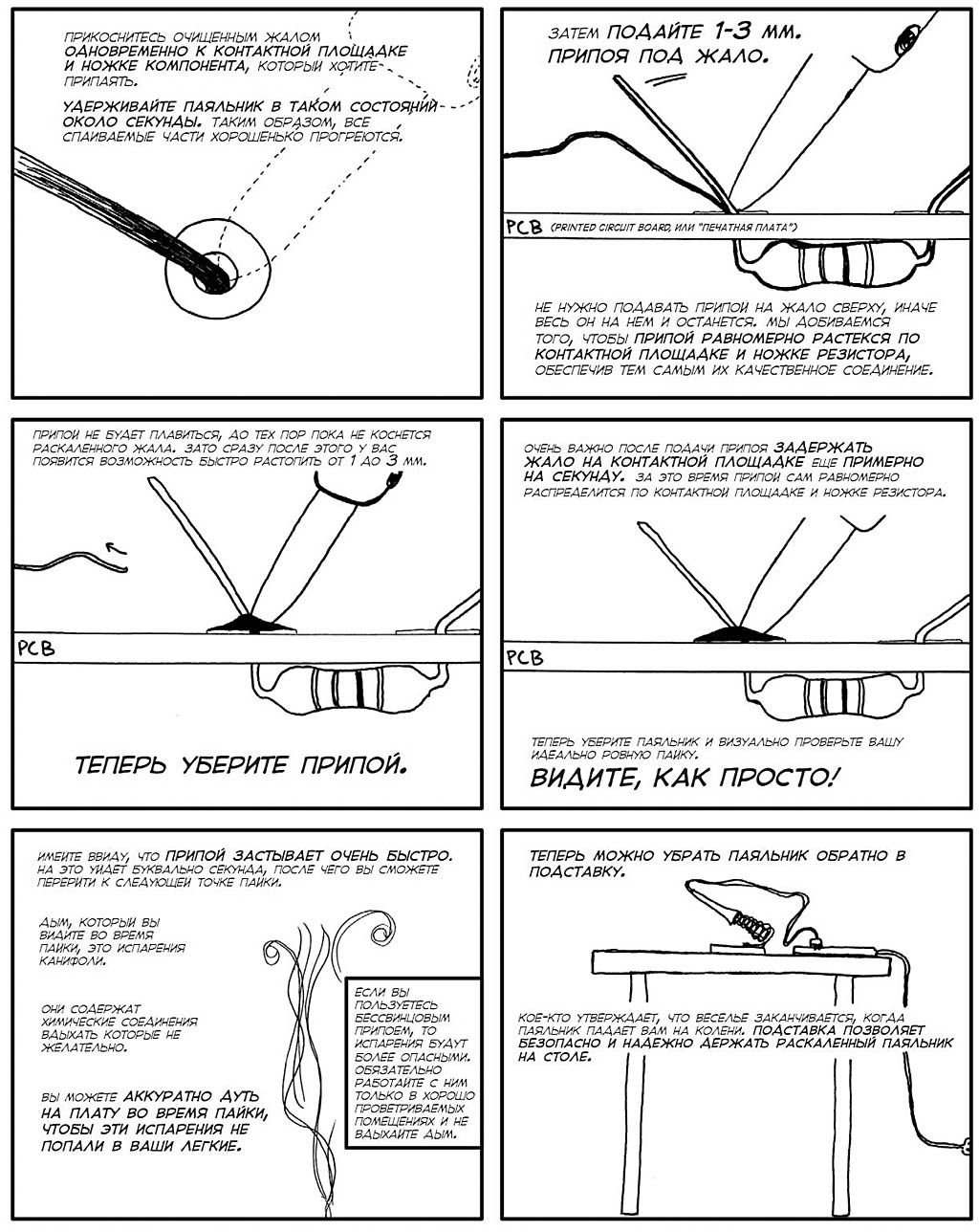
La soudure des cartes de circuits imprimés a ses propres caractéristiques. Comment souder des pièces sur des cartes de circuits imprimés, en général, voir une petite classe de maître dans les dessins. L'étamage des fils est éliminé, car. les conclusions des composants radio et des puces sont déjà étamées.
Dans des conditions amateurs, premièrement, cela n'a pas de sens de bricoler toutes les pistes porteuses de courant si l'appareil fonctionne à des fréquences allant jusqu'à 40-50 MHz. Dans la production industrielle, les panneaux sont étamés par des procédés à basse température, par exemple. pulvérisé ou galvanisé. Le chauffage des pistes avec un fer à souder sur toute la longueur aggravera leur adhérence à la base et augmentera le risque de délaminage. Après montage du composant, il est préférable de vernir la carte. Le cuivre s'assombrira immédiatement, mais cela n'affectera en rien les performances de l'appareil, à moins que nous ne parlions de micro-ondes.
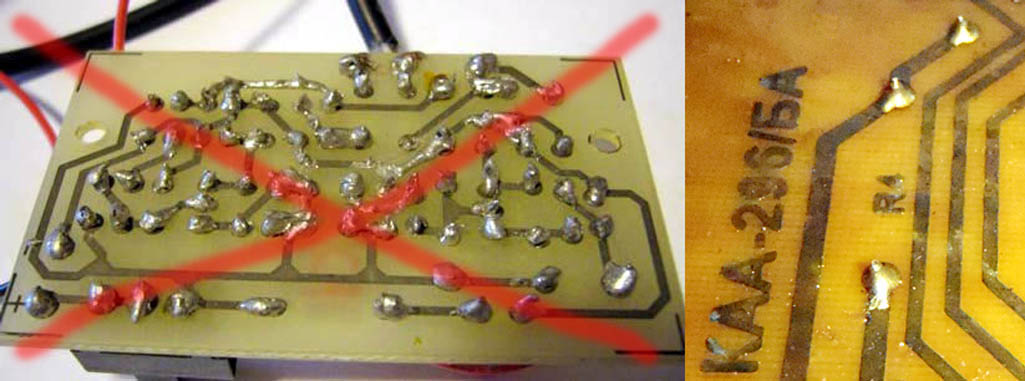
Ensuite, jetez un œil à quelque chose de moche sur la gauche du sentier. riz. Pour un tel mariage, et de mauvais souvenir, l'eurodéputé soviétique (ministère de l'Industrie électronique), les installateurs ont été rétrogradés au rang de chargeurs ou d'assistants. Il ne s'agit même pas de l'apparition ou des dépenses excessives de soudure coûteuse, mais, premièrement, que lors du refroidissement de ces plaques, les plots de montage et les pièces ont surchauffé. Et les gros flux de soudure lourds sont des poids plutôt inertes pour des pistes déjà fragilisées. Les radioamateurs sont bien conscients de l'effet: j'ai accidentellement poussé la planche «seiche» sur le sol - 1-2 pistes ou plus décollées. Sans attendre la première soudure.
Les perles de soudure sur les cartes de circuits imprimés doivent être rondes, lisses, avec une hauteur ne dépassant pas 0,7 du diamètre du plot de montage, voir à droite sur la Fig. Les extrémités des câbles doivent dépasser légèrement des affaissements. Au fait, la planche est entièrement faite maison. Il existe un moyen à la maison de rendre le circuit imprimé aussi précis et clair qu'un circuit d'usine, et même d'y afficher les inscriptions que vous souhaitez. Taches blanches - reflets du vernis lors de la prise de vue.
Les influx sont concaves et encore plus ridés - aussi un mariage. Juste un afflux concave signifie que la soudure n'est pas suffisante et froissée, en plus du fait que de l'air est entré dans la soudure. Si l'appareil assemblé ne fonctionne pas et qu'il y a un soupçon de non-soudure, regardez d'abord ces endroits.
CI et puces
En fait, un circuit intégré (CI) et une puce sont une seule et même chose, mais pour plus de clarté, comme cela est généralement accepté dans la technologie, nous laisserons les CI dans des boîtiers DIP avec des microcircuits - «mikruhs», jusqu'à et y compris dans une large mesure d'intégration, avec des broches traversant 2,5 mm, installées dans des trous de montage ou des capuchons de soudure si la carte est multicouche. Laissez les puces être des circuits intégrés super-larges - des "millionnaires" montés en surface, avec un pas de broche de 1,25 mm ou moins, et des micropuces - des circuits intégrés miniatures dans les mêmes boîtiers pour téléphones, tablettes, ordinateurs portables. Nous ne touchons pas aux processeurs et autres "pierres" avec des bornes à broches dures à plusieurs rangées: elles ne sont pas soudées, mais sont installées dans des prises spéciales, qui sont soudées une fois dans la carte lors de son assemblage dans l'entreprise.
Mise à la terre du fer à souder
Les circuits intégrés CMOS (CMOS) modernes en termes de sensibilité à l'électricité statique sont les mêmes que TTL et TTLSH, maintiennent un potentiel de 150 V pendant 100 ms sans dommage. La valeur d'amplitude de la tension de fonctionnement du réseau est de 220 V - 310 V (220x1.414). D'où la conclusion : il faut un fer à souder basse tension, pour une tension de 12-42V, connecté via un transformateur abaisseur sur le fer, et non via un ballast impulsionnel ou capacitif ! Alors même une panne directe sur la piqûre ne gâchera pas les puces coûteuses.
Il y a toujours des surtensions réseau aléatoires et d'autant plus dangereuses : une soudure a été allumée à proximité, il y a eu un saut de réseau, le câblage a fait des étincelles, etc. Le moyen le plus fiable de s'en protéger est de ne pas détourner les potentiels "errants" de la pointe du fer à souder, mais de ne pas les laisser sortir de là. Pour cela, même dans les entreprises spéciales de l'URSS, le schéma d'activation des fers à souder a été utilisé, illustré à la Fig.:
Le point de connexion C1 C2 et le noyau du transformateur sont connectés directement à la boucle de terre de protection et au point médian de l'enroulement secondaire - l'enroulement de l'écran (une bobine ouverte de feuille de cuivre) et les électrodes de terre des lieux de travail. Ce point est connecté au circuit avec un fil séparé. Avec une puissance suffisante du transformateur, vous pouvez connecter autant de fers à souder que vous le souhaitez sans vous soucier de la mise à la terre de chacun individuellement. À la maison, les points a et b sont connectés à une borne de masse commune avec des fils séparés.
Microcircuits, soudure
Les puces des boîtiers DIP sont soudées comme les autres composants électroniques. Fer à souder - jusqu'à 25 watts. Soudure - POS-61 ; flux - TAGS ou colophane d'alcool. Il est nécessaire de laver ses restes avec de l'acétone ou ses substituts: l'alcool prend fermement la colophane et il n'est pas possible de la laver complètement entre les jambes avec une brosse ou un chiffon.
Quant aux puces, et plus encore aux micropuces, il est fortement déconseillé aux spécialistes de tout niveau de les souder manuellement : c'est une loterie avec un gain très problématique et une perte très probable. S'il s'agit de subtilités telles que la réparation de téléphones et de tablettes, vous devrez débourser pour une station de soudage. L'utiliser n'est pas beaucoup plus difficile que d'utiliser un fer à souder à la main, voir la vidéo ci-dessous, et les prix des stations de soudage tout à fait décents sont maintenant disponibles.
Vidéo : cours de soudage de puces
Microcircuits, dessoudage
« Dans le bon sens », les circuits intégrés ne sont pas soudés pour vérification lors des réparations. Leur diagnostic est effectué sur place par des testeurs et des méthodes spéciales, et l'inutilisable est éliminé une fois pour toutes. Mais les amateurs ne peuvent pas toujours se le permettre, alors juste au cas où, nous donnons ci-dessous une vidéo sur les méthodes de dessoudage des circuits intégrés dans les boîtiers DIP. Les artisans parviennent également à souder des puces avec des micropuces, par exemple en glissant un fil de nichrome sous un certain nombre de fils et en chauffant avec des fers à souder secs, mais cette loterie est encore moins gagnante que l'installation manuelle de grands et très grands circuits intégrés.
Vidéo: microcircuits à dessouder - 3 façons
Comment souder des tuyaux
Les tuyaux en cuivre sont soudés à haute température avec n'importe quelle brasure dure pour le cuivre avec une pâte de flux activée qui ne nécessite pas l'élimination des résidus. Voici 3 options :
- En cuivre (laiton, bronze) raccords - raccords à souder.
- Avec distribution complète.
- Avec distribution et compression incomplètes.
Le soudage de tuyaux en cuivre dans des raccords est plus fiable que d'autres, mais nécessite des coûts supplémentaires importants pour les raccords. Le seul cas où il est indispensable est le dispositif de déviation ; alors un raccord en T est utilisé. Les deux surfaces soudées ne sont pas pré-étamées, mais recouvertes de flux. Ensuite, le tuyau est inséré dans le raccord, solidement fixé et le joint est soudé. La soudure est considérée comme terminée lorsque la soudure cesse de pénétrer dans l'espace entre le tuyau et le raccord (0,5 à 1 mm est nécessaire) et dépasse de l'extérieur dans un petit rouleau. Le loquet est retiré au plus tôt 3 à 5 minutes après le durcissement de la soudure, lorsque le joint peut déjà être tenu à la main, sinon la soudure ne gagnera pas en force et le joint fuira un jour.
La façon dont les tuyaux sont soudés avec une expansion complète est illustrée à gauche sur la fig. La pression de la soudure "répartie" reste la même que celle du raccord, mais nécessite un supplément. outils spéciaux pour élargir la douille et augmenter la consommation de soudure. La fixation du tuyau soudé n'est pas nécessaire, il peut être poussé dans la douille avec une torsion jusqu'à ce qu'il se bloque fermement, de sorte que la soudure avec extension complète est souvent effectuée dans des endroits peu pratiques pour l'installation du loquet.
Dans le câblage domestique à partir de tuyaux à paroi mince de petit diamètre, où la pression est déjà faible et ses pertes insignifiantes, il peut être conseillé de souder avec une expansion incomplète d'un tuyau et un rétrécissement de l'autre, pos. I à droite sur la fig. Pour préparer les tuyaux, un bâton rond en bois dur avec une pointe conique de 10-12 degrés d'un côté et un trou tronconique de 15-20 degrés de l'autre suffit, pos II. Les extrémités des tuyaux sont traitées jusqu'à ce qu'elles s'emboîtent sans se coincer env. de 10-12 mm. Les surfaces sont étamées à l'avance, le flux est appliqué sur les surfaces étamées et connecté jusqu'au blocage. Ensuite, ils chauffent jusqu'à ce que la soudure fonde et soutiennent le tuyau rétréci jusqu'à ce qu'il se coince. La consommation de soudure est minime.
La condition la plus importante pour la fiabilité d'un tel joint est que le rétrécissement soit orienté le long du flux d'eau, pos. III. La loi scolaire de Bernoulli est une généralisation pour un fluide idéal dans un tuyau large, et pour un fluide réel dans un tuyau étroit, en raison de sa viscosité (liquide), le saut de pression maximal est décalé à l'opposé du courant, pos. IV. Une composante de la force de pression apparaît, pressant le tuyau rétréci contre le tuyau étendu, et la soudure est très fiable.
Quoi d'autre?
Oh oui, les supports de fer à souder. Classique, à gauche sur la figure, adapté à toutes les cannes. Là où il y a des bains pour la soudure et la colophane, c'est à vous de décider, il n'y a pas de réglementation. Pour les fers à souder de faible puissance avec un tablier, des supports de support simplifiés conviennent, au centre.