Оптичният кабел често се използва за интернет и телевизионни комуникации. Той е много по-ефективен от металните проводници поради по-високата скорост на предаване на информация. Но е невъзможно да се постави солиден кабел. Трябва да направите връзки. Същата мярка се изисква при ремонт на повредена линия. Оптичното заваряване се извършва от специален апарат в автоматичен режим. От оператора се изисква компетентно да извърши подготвителната работа и да постави страните в машината. От какво се състои машината за заваряване на оптични влакна и как протича процесът на свързване е описано подробно в статията, заедно с подробен видеоклип.
Както снажданите, така и свързаните оптични влакна неизбежно причиняват известна загуба на светлинен сигнал. Дори ако, в зависимост от връзката, тези загуби са много малки, те трябва да се вземат предвид, тъй като в зависимост от броя на връзките, направени в инсталацията, това може да компрометира работата на системата. Обикновено, когато залозите са високи и има голям брой връзки, сноповете влакна от различни кабелни снопове трябва да имат загуба под 5 dB.
AT локални мрежизагубите на свързване, произведени както от шевовете, така и от конекторите, могат да бъдат между 5 dB и 0 dB. Но според системата тези стойности на загуби могат да бъдат по-големи, ако не влошават производителността на системата. За да се сведе до минимум проблема с комуникационните загуби, е необходимо да се вземат предвид някои фактори, които.
Снаждането на оптични влакна е причинено от редица трудности, свързани със структурата и материала, използвани в новото поколение кабели. Високата скорост на данни се постига със стъклен или пластмасов прозрачен материал, който действа като основа и действа като леща. Светлинните лъчи с вградена информация се отразяват върху стените на проводника и се предават на големи разстояния по-бързо от електронен импулс.
Вътрешните фактори са тези, присъщи на влакната. Когато са свързани, те се считат за еднакви. Но при производството се допуска толерантност в техните спецификации, което ги прави различни. Има три начина за закрепване на влакно "от край до край".
Този процес ще бъде разгледан подробно, защото се оказа много ефективен в индустриални приложения, където се нуждаем от бързина при активиране на прекъсната връзка и в този решаващ момент нямаме специализирана компания наблизо и времето ни за производство е спряло много високо, в милиони долари.
устройство оптичен кабелима сложна структура и включва:
- ядро от влакна;
- обвиващ гел на базата на въглеводороди;
- медна тръба;
- поликарбонатно покритие;
- защита срещу влага "водна бариера";
- двуредов контур от стоманени усукани жици;
- лавсан навиване;
- външно покритие от полиетилен.
Въз основа на това заваряването на оптичен проводник има две трудности: специфичният материал на централната сърцевина (стъкло или пластмаса) и крехката структура на кабела. При свързване на две секции по време на полагане на магистрала или ремонтни работи се използват съвременни устройства, които се справят с тази трудна задача. Но за добър резултат е необходима внимателна подготовка на страните.
Отстраняване на външно покритие от акрилатни влакна; Почистване на влакна с изопропилов алкохол; Повторете процеса, докато се отстранят всички влакна. Именно на този етап трябва да внимаваме максимално при боравене с влакното, от този етап влакното ще бъде готово за шева. Дъгата се генерира от потенциална разлика, приложена върху два метални електрода. След топене влакното е покрито със смоли, които изпълняват функцията на механична устойчивост на шева, като го предпазват от счупвания и пукнатини.
След като защитата за снаждане е поставена в контейнери, наречени кутии за снаждане. Кутиите за снаждане могат да бъдат различни видовев зависимост от приложението и броя на влакната. Някои са херметични или непропускливи, други са устойчиви на слънце, за въздушен монтаж. Има топители, които подравняват влакната с облицовката и други, които са по-прецизни и подравняват влакната със сърцевина.
Оборудване за снаждане на влакна
Заваряване оптичен кабелизпълнява се от сглобка, която прилича на малък куфар с екран. Отгоре има дръжка за носене. Устройството има шарнирен капак, под който има работещ заваръчен блок, включващ елементи за възбуждане на дъга и елементи за управление. Бутоните за настройка се показват на предния панел. Някои модели имат сензорни контроли на самия екран. За други дисплеят показва само резултатите от работата.
При този тип снаждане процесите на почистване, мариноване и разделяне са същите като процеса на топене. 
Когато вмъкнем правилно почистено голо влакно вътре в конектора, големият проблем е загубата, причинена от различните показатели на пречупване между влакното и конектора. Типичният коефициент на пречупване за легирани оптични влакна в приложения с многомодови и едномодови влакна е приблизително 1 и този гел осигурява най-ниската загуба на отражение, т.е. минимизира тези разлики.
И оптичният сплайсър съдържа ключов възел, който изпълнява целия процес. Включва:
- двойка електроди, разположени един срещу друг (пръчките имат много заострен ръб);
- отворени ключалки, с V -оформен слот, който действа като водачи;
- зад тях от двете страни има магнитни карети, които държат останалите проводници на място;
- под електродите има обективи на камерата с микроскоп и функция за детайлизиране и контрол на процеса;
- над тях са монтирани скоби на самите електроди.
Под тялото има малък източник на ток, измервателни сензори и няколко микромотора за коригиране на позицията на жицата преди заваряване. В евтините модели няма такава функция и всички манипулации за поставяне на страните се извършват ръчно от оператора. Камерата и екранът в този случай помагат само за груба оценка на позицията.
Ето защо е важно инженерът, отговорен за внедряването на оптични системи, да анализира нивото на качество на този гел, тъй като ако лошото качество може да повлияе на качеството на предаване на сигнала, с големи загуби при вмъкване. Кликнете върху изображението, за да го увеличите.
Оптични влакна заменят старите кабели, използвани за създаване на домашни и бизнес мрежи. Тъй като това е тънък материал, трябва да знаете как да боравите най-добре с оптично влакно. По време на Поддръжкаили разширяване на мрежата, най-ефективното е снаждането на влакна.
Подготовка преди заваряване
За да се използва успешно оборудването за заваряване на оптични влакна, е необходимо правилно да се подготви самата тел. За да направите това, е важно да го изчистите от всичките седем слоя черупки. Някои материали, които са до стоманени многожилни проводници, могат да бъдат отрязани безопасно. Последният ще поеме допълнителната тежест. Но тогава трябва да бъдете много внимателни, защото прекомерното налягане може да доведе до счупване на оптичната линия.
Има два основни начина за извършване на снаждане на оптични влакна: механично и снаждане чрез синтез. Механичното снаждане се основава на ръчно снаждане чрез свързване на две оптични влакна в тръба, която ги заключва заедно. Това изисква механично регулиране и разделяне.
След като премахнете влакното, трябва да отстраните смолата около него и да го избършете с кърпа, напоена с алкохол, преди да го поставите в цепката. След това просто поставете двата края в механичното снаждане и ги закрепете. Този тип шев осигурява най-икономичния процес на снаждане на оптични влакна, но може да доведе до повече загуби от снаждането чрез синтез. Следователно този вид корекция се препоръчва само за тези с малко търсене, тъй като това е деликатен и отнемащ време процес.
Почистената тел трябва да бъде подложена на допълнителна обработка. Важен фактор, влияещ върху бъдещия резултат, е нарязаният ръб на жицата. Трябва да е възможно най-близо до 90 градуса. Колкото по-малък е този ъгъл или ако изобщо има неправилна форма (полусфера, разкъсан ръб), толкова по-лошо ще бъде качеството на заваряването. Връзката може изобщо да не се образува.
В случай на фузионно снаждане трябва да се използва машина за снаждане на влакна. Това е устройство, което използва най-модерната технология по отношение на оптичното снаждане. Процедурата за разопаковане и разделяне е същата като механичното снаждане, разликата е, че трябва да се използва тръба за защита на зоната на снаждане на оптичното влакно.
След като поставите двата края на влакното и затворите машината, тя ще започне процеса на приближаване, нагряване и снаждане на влакната. След като стопилката приключи, е необходимо само да поставите тръбата в зоната на шева и да я поставите в друго отделение на машината, което ще заключи тръбата в фугата, за да защити тази чувствителна зона.
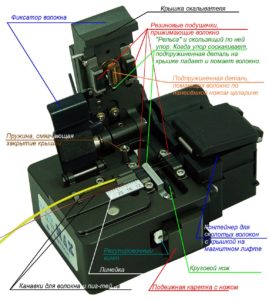
Секачите се използват за предварителна обработка на влакното. Това са малки устройства, закупени отделно или инсталирани на самата машина за снаждане на оптично влакно. Пакетът му включва:
- жлебове за тел и линийка за маркиране;
- кръгъл нож;
- подвижна количка;
- капак със затягащ механизъм;
- омекотяваща пружина;
- фиксатор за влакна;
- гумени подложки;
- релса и акцент;
- пружинен елемент, счупващ влакното на ножа;
- контейнер за стърготини.
Тъй като стъкленият материал е доста крехък, е трудно да се реже идеално право. Предварително се прави прорез с диамант според зададените маркировки, след което се извършва натиск и отрязване. Важно е да избършете третирания ръб със спирт и суха кърпа. Това ще премахне мазнината и остатъците от пръстите. След това можете да заварявате страните.
Сплавта за снаждане е най-напредналата, защото снажда влакната, като същевременно поддържа максимална пропускателна способност на данни, тоест с възможно най-ниски загуби. Този процес е идеален за компании с голямо търсене на шевове.
Търсите решения за снаждане на оптични влакна? Моля, свържете се с нас за Допълнителна информация. Подготвихме специална публикация, за да ви информираме как се извършва процесът на сливане на влакна, ръководство стъпка по стъпка, което да ви помогне да отговорите на вашите въпроси.
Процес на снаждане на оптични влакна
За да се извърши заваряването на оптичното влакно, страните се полагат в апарата върху направляващите канали. Те са фиксирани с магнитна карета. Процесът на подрязване започва. Нарича се подравняване. За това са отговорни две камери на устройството, които оценяват позицията на проводника от две страни. Изображението се взема предвид през светлината и по външния ръб на черупката.
Това е най-широко използвания метод на сливане, тъй като осигурява най-малко загуби в допълнение към по-здрава и по-сигурна връзка между две влакна. На практика всички сливания на влакна са "единичен режим". При многомодовите влакна процесът е по-сложен.
Машините за топене са предимно автоматични, някои с предварително зададени параметри на топене. Всички изискват използването на телбод за рязане на влакното, което позволява на влакното да се слее правилно. Правилната употреба на машината и детелината изисква правилното спазване на инструкциите на производителя. Всеки продукт варира според производителя.
Това е много по-ефективно от подравняването с една външна обвивка, тъй като външната обвивка може да няма ясен център поради овална форма или несъответствие на сърцевината. Подравняването се извършва при микродвижения на серводвигателите. Те преместват ръбовете напред, назад, един към друг и далеч от себе си. Микроскопите ви позволяват да оцените точно резултата. Цялата работа се извършва от самата машина, без човешка намеса. Тази техника принадлежи към "умните" устройства.
Автоматично подравняване на влакната
Краищата на влакната са монтирани върху подвижна повърхност, които се използват за подравняване на влакната и автоматично регулиране на разстоянието. По време на автоматизирания процес тримерът подравнява влакната по един от двата начина.
Профил на оптично ядро или система за подравняване
Оптичното подравняване на сърцевината, наричано още профилно уравнение, е техника, използвана от много модели машини за синтез. Двете влакна са подчертани и чрез изображенията софтуерът разпознава сърцевината на влакната и автоматично се подравнява с движеща се ролка.Когато страните са идеално подравнени, започва процесът на снаждане на влакна, който включва няколко стъпки:
- Устройството доставя малък разряд на ток към електродите, между които възниква микродъг. Тази мярка премахва най-малките прахови частици от повърхността на чиповете и изгаря остатъците от мазнини от човешките ръце.
- След това оборудването приближава страните на жицата още по-близо. Помощните двигатели извършват смесване първо грубо, а след това в детайли. Отчитат се координатите на трите страни и изображението през светлината. Ако не е възможно да се свържат правилно ръбовете, машината показва съответно съобщение на екрана и издава скърцане. Чипът трябва да бъде преработен.
- Ако страните са събрани правилно, тогава започва основната дъга, нагрявайки оптичното влакно. В този момент двигателите сближават ръбовете, за да създадат еднаква структура. Когато напрежението е прекъснато, връзката моментално се охлажда. Заваряването е по-скоро като бързо запояване.
- Устройството оценява завършената фуга и търси дефекти. Качествената връзка е невидима визуално. Създава се ефектът на твърди влакна. Данните за час, дата и затихване се въвеждат в паметта на оборудването, което води запис на извършената работа.
- След това някои машини могат да извършат тест за якост на заваряване. Устройството прилага дозирана сила и се опитва да счупи влакното. Ако ставата остане непокътната, тогава тестът се брои положително. Но не всеки използва тази функция, така че можете да я изключите.
- Тъй като е невъзможно да се възстанови оригиналната структура на такъв проводник с всичките му слоеве, е разработена специална втулка, която е монтирана върху тънък споен участък от оптичното влакно. Мястото се поставя във фурната, където се извършва запояване и запечатване на фугата. Освен това съединението се охлажда и надеждно предпазва крехкия вътрешен елемент от счупване.
Снаждането на влакна направи възможно полагането на кабели на дълги разстояния, дори през водни бариери. Това ви позволява да имате високоскоростен интернет и телевизия, независимо къде живеете.
Локално инжектиране и откриване
Софтуерът също така изчислява загубата на снаждане след завършване на сливането. При инжекционно подравняване и откриване на петна светлината се проектира върху влакната чрез огъване. Светломерът на сплайсера е проектиран между влакната по време на движение, което означава, че влакната са напълно подравнени.
И двата метода работят добре с повечето влакна. Ако имате някакви съмнения, вижте ръководството за употреба или се свържете с производителя. И трите могат да работят еднакво добре, стига техникът да е запознат с инструмента. Всеки стрипер е оразмерен за всяко покритие от влакна, така че се уверете, че използвате правилния инструмент.
Днес ще има научно-образователен пост :)
За щастие този път не се случи инцидент, а планирана работа, така че процесът се проведе, може да се каже, в оранжерийни условия.
Обикновено оптичният кабел е разкачен в специален кръст, всяко влакно към собствен порт, откъдето вече се превключва с оборудване или друг кръст. Но този път беше необходимо да се заварят два кабела заедно, заобикаляйки оптичните крос-кънтри. Процесът като цяло е подобен на заваряването с прекъсване на кабела, с изключение на това, че кабелът не трябва първо да се издърпва от кръста.
Подгответе влакната, които ще бъдат съединени. Процесът е един и същ за всички видове шевове: голи, чисти, стрели и предпазители. Когато сте готови да поправите влакното, отстранете подложката до желаната дължина. Почистете влакното с подходящи продукти. Изчистете влакното с подходящ процес.
Пуснете програма за топене
Поставете влакното в водачите на снаряда и го закрепете. Повторете същия процес за другата сплав, която ще бъде стопена. Изберете подходящата програма за снаждане на две влакна. Устройството за снаждане ще покаже срасналите влакна на видео екрана.
Ето как изглеждат две работещи оптични крос-кънтри, от които ще трябва да се отървете и да свържете директно кабелите. В момента данните се движат по жълтите кръпки между кръстовете. 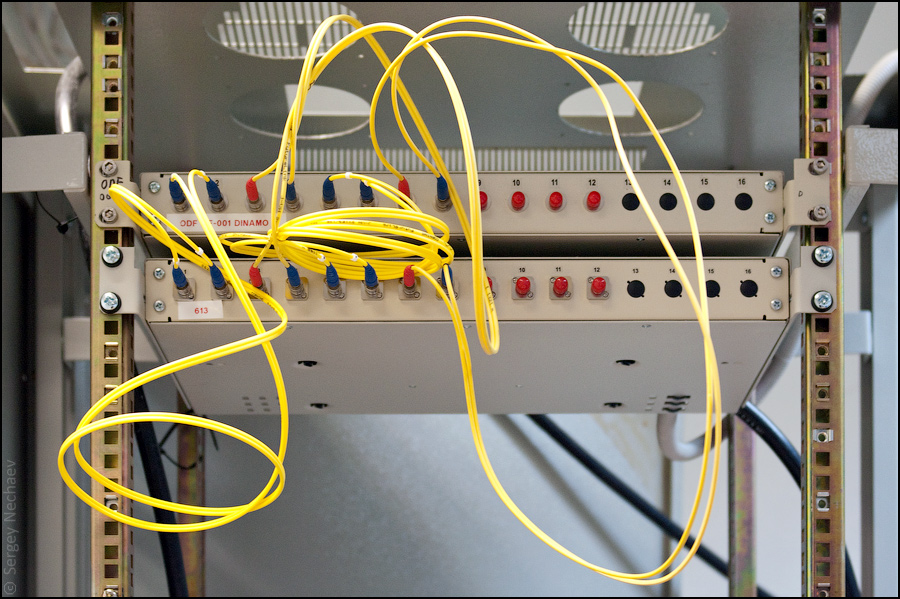
Оптичен кръст отвътре. Внимателно разплетете и издърпайте кабела от касетата. 
Краищата на влакното ще бъдат проверени за правилна връзка, тези, които са отрязани, ще бъдат отхвърлени, както е показано на изображението по-горе. Ако са наред, процесът на снаждане ще бъде автоматизиран. Влакната ще бъдат подравнени с помощта на метода за подравняване на сърцевината.
Влакната ще се стопят чрез автоматичния цикъл на нагряване. Когато стопяването приключи, топилникът ще провери снаждането и ще оцени оптичните загуби по време на топенето. Той ще информира оператора, ако е необходима нова корекция. Операторът трябва да извади влакното от водачите и да прикрепи към него защитна обвивка, която да пасва на кабела поради високата температура, предпазвайки влакното от влага и други опасности за околната среда.
Цветните проводници са оптични влакна от кабел, само докато са изолирани. Самото влакно е безцветно, а изолацията е специално оцветена, за да се разграничат влакната. 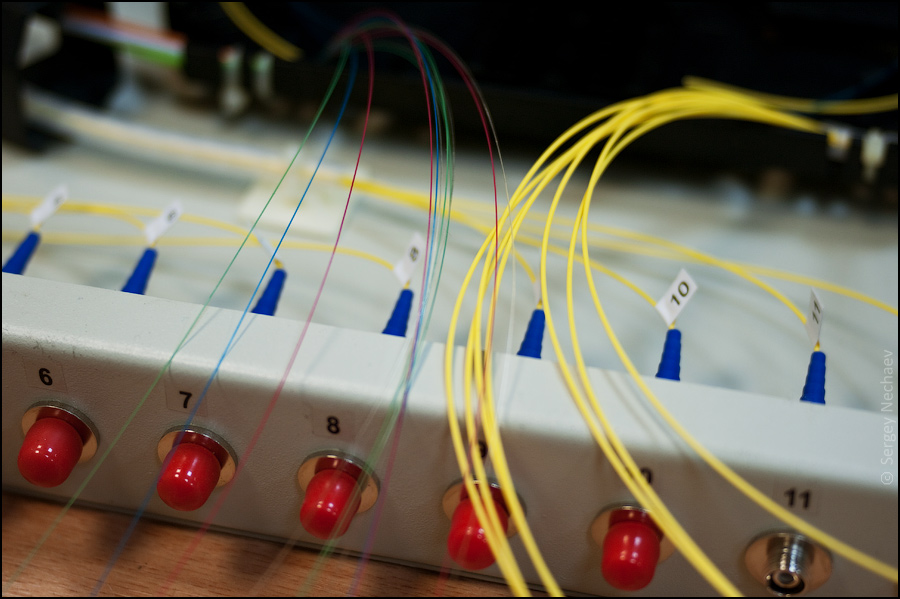
В един кабел може да има много влакна. Може да бъде 4, 12 и 38. Като правило за предаване на данни се използва двойка влакна, по едно влакно във всяка посока. На такава една двойка може да се предава от 155 Mbps до няколко десетки Gbps, в зависимост от оборудването в краищата на оптичния маршрут.
Някои грешки, които не засягат оптичното предаване, са приемливи, както е показано по-долу. Някои повреди са неприемливи и изискват преработване на процеса на топене. За големи централни измествания, мехурчета или счупени снаждания, винаги повтаряйте.
Ето някои често срещани проблеми и възможни причини. Времето на топене е твърде високо. Твърде високо време преди размразяване. Много висок ток и предишно време на топене. Време е за много дълго сливане. Нивото на преддрениране е твърде високо.
Повърхностите на контактните краища на влакното. Много висок ток на топене. Време до много ниско сливане. Макарите за топене обикновено съхраняват програми за повечето влакна, така че потребителят може да променя параметрите на програмата или да създава нови. Обърнете се към ръководството с инструкции или попитайте производителя, ако имате въпрос относно това как да използвате топилното устройство с инсталирано влакно.
В този кабел има 12 влакна, които са опаковани по 4 броя в 3 цветни (бял, зелен, червен) модула. 
Тъй като точката на снаждане на влакна е потенциално крехка зона, тази част от кабела е опакована в оптична втулка. Преди заваряване кабелите се въвеждат в съединителя през специални отвори. 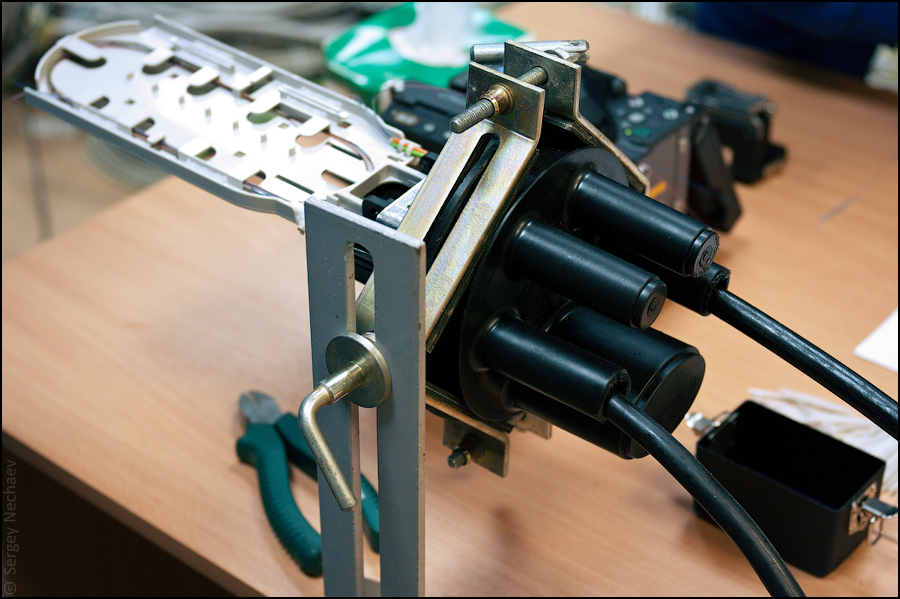
Сега можете да започнете процеса на заваряване. Първо, изолацията се отстранява от влакното с помощта на прецизни инструменти и се излага самата оптична сърцевина. 
Преди заваряване е необходимо краят на влакното да е възможно най-равномерен, т.е. изисква се много прецизен перпендикулярен разрез. За това има специална машина. 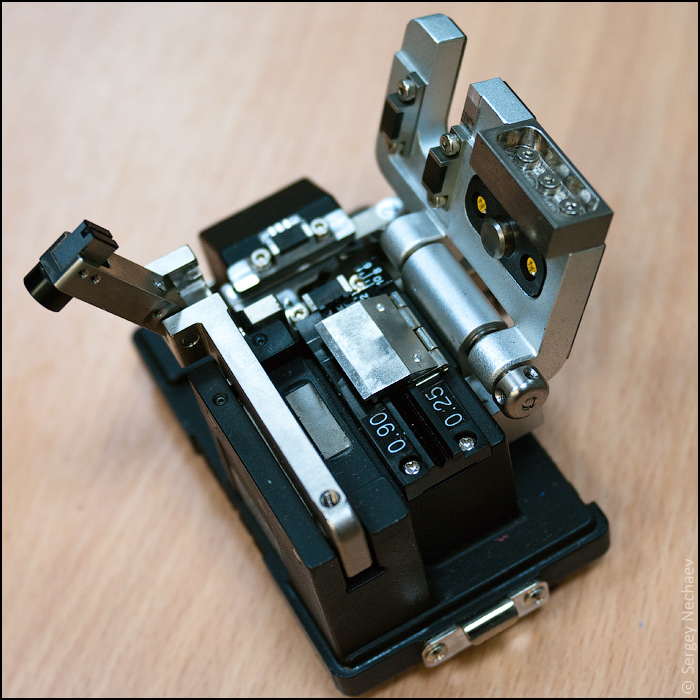
мацка! Ъгълът на разцепване трябва да се отклонява от равнината с не повече от 1 градус. Типичните стойности са от 0,1 до 0,3 градуса. 
Остатъците от чисти влакна се почистват незабавно. Тогава ще намерите неговите смокини на масата, но лесно може да се вкопае под кожата, да се отчупи и да остане там. 
И тук е най-важният апарат в този процес - заварчик. И двете влакна са поставени в специални канали в средата на устройството от двете страни (на снимката - син цвят) и се закрепва с щипки. 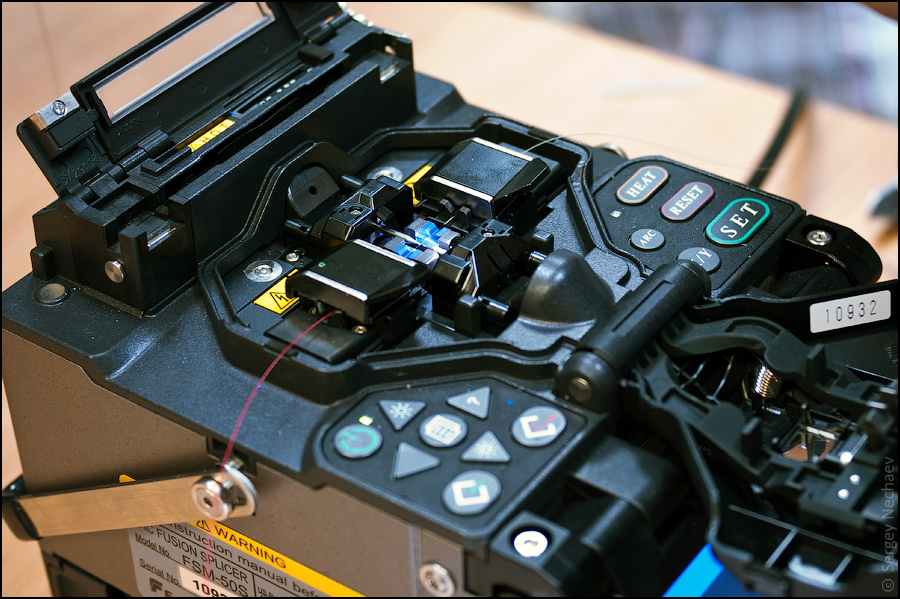
След това най-трудната част. Натиснете бутона "SET" и погледнете екрана. Самото устройство позиционира влакната, подравнява ги, моментално запоява влакната с къса електрическа дъга и показва резултата. Целият процес е по-бърз, отколкото написах тези три изречения по-горе, и отнема около 10 секунди. 
Върху влакното се поставя термосвиваема тръба с метален прът за укрепване на мястото на заваряване и влакното се поставя във фурната в същия апарат, само в горната му част. 
След това всяко влакно се поставя внимателно в касетата за ръкав. Творчески процес. 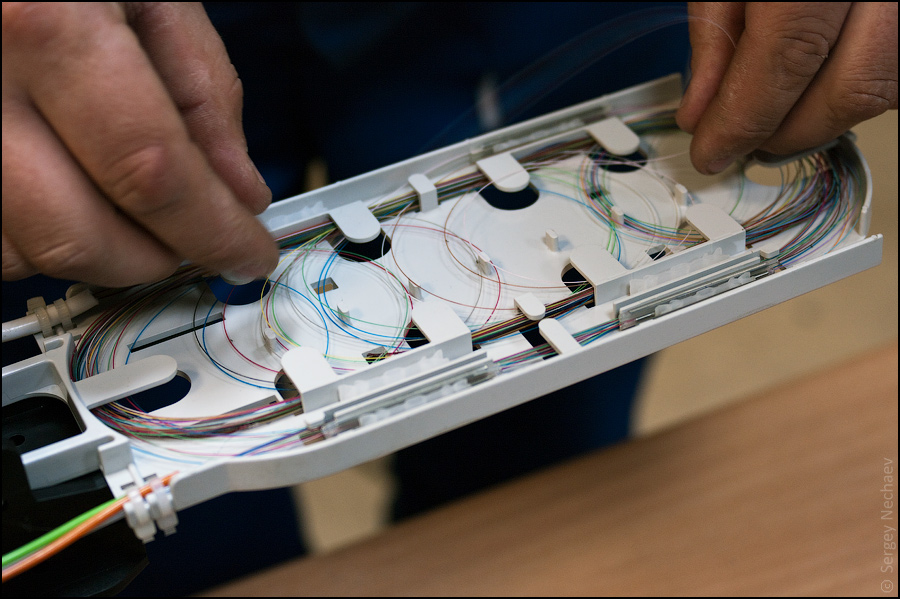
И резултатът. 
За да запечатате мястото, където кабелът влиза в ръкава, поставете термосвиваема тръба, които се обработват със специален сешоар. Тръба от висока температуракомпресира, предотвратявайки навлизането на вода и въздух в съединителя. 
И последният щрих. На съединителя се поставя капачка и се фиксира със специални крепежни елементи. Сега нито влажността, нито топлината, нито студът са ужасни. Такива съединители могат да плуват в блатото с години, без да повредят кабела вътре. 
Целият процес на снаждане на два 12-фибърни кабела заедно отнема около час и половина.
Е, сега знаете всички тънкости на този процес, можете спокойно да си купите заваръчна машина и да оплетете всичко, което искате, с оптични мрежи.
- Оптично заваряване в снимки с описание